株式会社ダイヘンにより出願された特許
41 - 50 / 990
電圧調整装置及び電圧調整方法
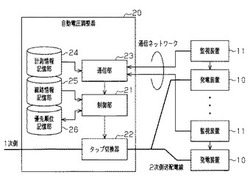
【課題】発電設備を有する複数の需要家と連系する配電線において、需要家の連系点電圧を適正に調整するための電圧調整装置及び電圧調整方法を提供する。
【解決手段】自動電圧調整器20の制御部21は、計測情報を収集し、連系点電圧が適正電圧範囲内かどうかについて判定する。適正電圧範囲に含まれない場合、すべての連系点電圧を適正電圧範囲に収めることができる2次側電圧を模索し、電圧調整処理を実行する。一方、適正電圧範囲に収めることができる2次側電圧がない場合、制御部21は、優先順位記憶部26を用いて、優先順位の高い需要家を特定し、この需要家の連系点電圧が適正電圧範囲内に収まるように電圧調整を行なう。そして、制御部21は、調整結果に基づいて、各需要家の優先順位を更新する。
(もっと読む)
抵抗溶接制御装置

【課題】テーブル電極を使用する抵抗溶接制御装置において、母材の抵抗値を正確に算出することができる抵抗溶接制御装置を提供する。
【解決手段】本発明の抵抗溶接制御装置1は、溶接前に上部電極15をテーブル電極16の電圧検出線接続部16aに接触させて通電したときの電極基準抵抗値R1を算出する。母材を設置して上部電極15をテーブル電極16の溶接箇所へ移動させて接触させ加圧した状態で、テーブル電極16の電圧検出線接続部16aから溶接箇所までの距離が入力されて、電圧検出線接続部16aからの距離と抵抗値との関数から電極補正抵抗値Raを算出する。電極間に電力を供給して溶接を開始して電極間抵抗値R2を算出し、(母材抵抗値Rw)=(電極間抵抗値R2)−(電極基準抵抗値R1)−(電極補正抵抗値Ra)を算出する。この結果、母材Wの抵抗値を正確に算出することができる。
(もっと読む)
座標変換処理手段を備えた信号処理装置、電動機および再生可能エネルギーに用いられる系統連系インバータ
【課題】座標変換処理(回転座標変換処理または静止座標変換処理)のための信号処理装置等を含むシステムであっても、システム解析を容易なものとすることができる信号処理装置等を提供する。
【解決手段】静止座標系で表されている、互いに位相がπ/2異なる2つの正弦波信号Xα、Xβと、回転座標系の2つの信号Xd、Xqの間で、基準とする正弦波信号の位相θに基づいて、座標変換する信号処理装置等であって、±1および±jを行列要素とし、かつ、複素表示の回転行列を対角化する行列およびその逆行列を用いて、前記対角化された回転行列の左右から前記行列およびその逆行列を掛けることにより表現された回転行列を用いる座標変換処理手段を備えた。これにより、信号処理装置等を含むシステムの解析を容易なものとすることができる。
(もっと読む)
変圧器および変圧器システム
【課題】 本発明では、山間部や郊外に設置されている変圧器に備えられている吸湿呼吸器のシリカゲル交換時期の判断において、多くの時間と労力を要することなく、シリカゲルの交換の判断を行うことができる変圧器および変圧器システムを提供することにある。
【解決手段】 内部に変圧器本体1及び絶縁油90を有する変圧器ケース2と、変圧器ケースと連通しており、絶縁油の体積変化に伴って呼吸作用が生じた際の流体の流路となる配管3と、配管と連通しており、変圧器ケースの外部から配管を介して変圧器ケースの内部に流入する流体に含まれる水分を除去するための水分吸着剤5を収容する吸湿呼吸器4とを備えた変圧器において、水分吸着剤の色の情報を検出し、検出した色の情報を出力するカラーセンサー6を備えた。
(もっと読む)
真空バルブ用操作装置
【課題】真空バルブを閉極する際に可動接点のチャタリングが生じるのを防ぐことができる真空バルブ用操作装置を提供する。
【解決手段】フレーム4に回動自在に支持されて一端が真空バルブ1を操作する可動ロッド106にピン206を介して結合され、他端がカム機構213により駆動されることにより回動して、真空バルブ1の可動ロッド106を変位させる駆動レバー204と、駆動レバー204の一端側で真空バルブを閉じる側に可動ロッドを付勢する加圧バネ207とを備えた真空バルブ用操作装置において、駆動レバー204の一端と支点との間の部分を、加圧バネから駆動レバーに作用するバネ力の方向と反対の方向に付勢する閉極スピードコントロール用バネ5を設け、閉極スピードコントロール用バネ5のバネ力を調整することにより、真空バルブ1の閉極スピードを調整し得るようにした。
(もっと読む)
曲げ加工品の製造方法及び曲げ加工品製造用切り板の切断面成形装置
【課題】金属板をせん断加工することにより得た切り板に曲げ加工を施して切断面が曲げられた形状を呈する曲げ加工品を製造する際に、曲げ部の外側のコーナ部に亀裂が発生するのを防止する。
【解決手段】金属板を厚み方向にせん断して縦方向の一端及び他端に切断面4aを有する切り板4を形成する切断工程と、切り板4に曲げ加工を施す曲げ工程とを行って、切断面が曲げられた曲げ加工品を製造する曲げ加工品の製造方法において、切り板4の切断面に形成されているカエリ部4a4の金属を該カエリ部に隣接する切り板の非切断部401側に流動させてカエリ部4a4の金属を非切断部401の金属に一体化する切断面成形工程を行った後に曲げ工程を行う。
(もっと読む)
溶接トーチおよびこれを備えた溶接装置
【課題】内部に堆積したワイヤの削り粉を容易に除去することが可能な溶接トーチを提供する。
【解決手段】第1のワイヤ挿通孔510を有するガイド体500と、弾性的に縮径可能な第2のワイヤ挿通孔640を有する給電チップ600と、上記ガイド体500に対して軸方向にスライド移動可能な筒状のスライド部材700と、上記スライド部材700を上記ガイド体500の基端方向に付勢する弾性部材730と、筒状のノズル250と、を備え、上記スライド部材700は、上記給電チップ600に弾性的に接触して上記第2のワイヤ挿通孔640を縮径させる溶接トーチであって、チップボディ300を通じて送り込まれる気体の圧力が所定圧力以上となったとき、上記弾性部材730による付勢力に抗して上記スライド部材700が上記ガイド体500ないし上記給電チップ600に対してその先端方向に相対移動するように構成されている。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供すること
【解決手段】速度V2(t)が正の値である前進送給期間と、速度V2(t)が負の値である後退送給期間とからなる単位期間を繰り返す定常溶接工程を備え、定常溶接工程は、速度V2(t)を一周期が上記単位期間である周期関数として、消耗電極を送給する工程を含み、消耗電極を送給する工程は、ワイヤ送給装置によって、消耗電極を溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、消耗電極のうち、消耗電極の軸線方向におけるワイヤ送給装置から上記溶接トーチに至る長さを周期的に変化させる工程と、溶接終了信号Wsが生成された後の時刻t6の後に、送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が送給経路長変化装置に送る工程と、時刻t6からアンチスティック電圧Vwaの印加を開始する工程と、を備える。
(もっと読む)
巻鉄心製造装置
【課題】鉄心ブロックを巻枠に巻回して巻鉄心を製造する際に、巻回された巻鉄心の積層面上で一連の鉄心ブロックの突き合わせ部が蛇行した状態になるのを防止する。
【解決手段】一部が巻枠201の外周に沿うように設けられた巻込みベルトにより鉄心ブロックを駆動して巻枠201に巻き付ける際の鉄心ブロックの回転方向と同方向に巻枠201を回転駆動する巻枠駆動モータ238と、巻回される鉄心ブロックの下端を支えるために巻枠201の下端に配置された面板210を巻枠201に巻回される鉄心ブロックの回転方向と同方向に回転駆動する面板駆動モータ223と、巻込みベルトにより駆動されて巻枠201に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238及び面板駆動モータ223を制御する制御装置とを設けた。
(もっと読む)
溶接用電源装置
【課題】設置状況に応じて、電極先端電圧の算出に用いる抵抗値及びインダクタンス値の設定を容易に行うことができる溶接用電源装置を提供すること。
【解決手段】処理部32は、設定されたケーブル情報(経路情報)に従って合計抵抗値R及び合計インダクタンス値Lを推定し、合計抵抗値Rと合計インダクタンス値Lに基づいて、インバータ回路22を制御するための先端電圧を算出する。そして、処理部32は、算出した先端電圧を用いてインバータ回路22をPWM制御する。
(もっと読む)
41 - 50 / 990
[ Back to top ]