合成樹脂製手袋
【課題】合成樹脂製手袋において指股を抵抗感無く開くことができ、良好な作業性を得ることができる。
【解決手段】合成樹脂製手袋1は、人差し指が入る指部11Aと中指が入る指部11Bの間、中指が入る指部11Bと薬指が入る指部11Cとの間、薬指が入る指部11Cと小指が入る指部11Dの間の各指股部11に隆起部2を備える。
【解決手段】合成樹脂製手袋1は、人差し指が入る指部11Aと中指が入る指部11Bの間、中指が入る指部11Bと薬指が入る指部11Cとの間、薬指が入る指部11Cと小指が入る指部11Dの間の各指股部11に隆起部2を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、合成樹脂製手袋に関するものである。
【背景技術】
【0002】
ポリ塩化ビニル製などの合成樹脂製手袋が、水仕事などでの手の保護や食品衛生を確保するためなどの目的で広く用いられている。合成樹脂製手袋の形態としては、厚手のもの(例えば、中厚手:厚さ0.35〜0.45mm、厚手:厚さ0.45mm以上)と比較的薄厚のもの(例えば、極薄手:厚さ0.2mm未満、薄手:厚さ0.2〜0.35mm未満)がある。前者の形態としては、表面層と内面層を有する多層構造のものがあり、内面層としては下記特許文献1に示されるような発泡層や下記特許文献2に示されるようなパイル含有層などが知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭48−100469号公報
【特許文献2】特開平6−2204号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述した多層構造の合成樹脂製手袋や単層であってもある程度の厚さ(0.35mm以上)を有する合成樹脂製手袋は、繰り返し使用に耐えうる強度を有している反面、弾性抵抗が比較的大きくなる。したがって、使用者の指の長さに対して手袋の指部の長さが短い場合には、手袋を被着して指股を広げようとすると大きな抵抗感があり、良好な作業性が得られない問題が生じる。これに対して、使用者の指の長さに対して手袋の指部の長さを長くすると、被着時に指先に隙間が生じて指先の感覚を敏感に得ることができなくなり、これによって良好な作業性が得られなくなる問題が生じる。
【0005】
本発明は、このような問題に対処することを課題の一例とするものである。すなわち、合成樹脂製手袋において指股を抵抗感無く開くことができ、良好な作業性を得ることができること、被着時に指先に隙間が生じるのを抑止し、指先の感覚を生かして良好な作業性を得ることができること、等が本発明の目的である。
【課題を解決するための手段】
【0006】
このような目的を達成するために、本発明による合成樹脂製手袋は、以下の構成を少なくとも具備するものである。
【0007】
5本の指が個別に入る指部と該指部と一体の本体部を備えた合成樹脂製手袋であって、人差し指が入る指部と中指が入る指部の間、中指が入る指部と薬指が入る指部との間、薬指が入る指部と小指が入る指部の間の各指股部に、内側と外側の一方又は両方に突起する隆起部を備える。
【発明の効果】
【0008】
本発明の実施形態に係る合成樹脂製手袋は、人差し指が入る指部と中指が入る指部の間、中指が入る指部と薬指が入る指部との間、薬指が入る指部と小指が入る指部の間の各指股部に、内側と外側の一方又は両方に突起する隆起部を備えるので、使用者の指の長さに対して手袋の指部の長さが短い場合であっても、手袋を被着すると隆起部が指股に介在して指股を押し広げるように作用する。これによって、指を楽に広げることができ、良好な作業性が得られる。また、指部の長さを比較的短めに形成できるので、被着時に指先に隙間が生じることを抑止でき、指先を使った作業の作業性を向上させることができる。
【図面の簡単な説明】
【0009】
【図1】本発明の一実施形態に係る合成樹脂製手袋の全体及び部分断面を示した説明図である。
【図2】本発明の実施形態に係る合成樹脂製手袋を裏返した状態を示した説明図である。
【発明を実施するための形態】
【0010】
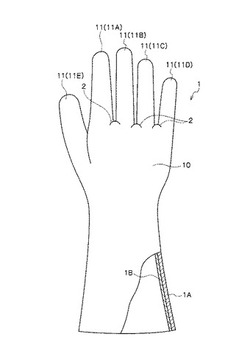
以下、図面を参照しながら本発明の実施形態を説明する。図1は本発明の一実施形態に係る合成樹脂製手袋の全体及び部分断面を示した説明図である。本発明の実施形態に係る合成樹脂製手袋1は、5本の指が個別に入る指部11と指部11と一体の本体部10を備えている。そして、合成樹脂製手袋1は、人差し指が入る指部11Aと中指が入る指部11Bの間、中指が入る指部11Bと薬指が入る指部11Cとの間、薬指が入る指部11Cと小指が入る指部11Dの間の各指股部に、内側と外側の一方又は両方に突起する隆起部2を備えている。
【0011】
合成樹脂製手袋1は、単層構造であってもよいが、図示の例は指部11と本体部10が表面層1Aと内面層1Bを備える多層構造になっている。図示の例は2層構造であるが、これに限らず3層以上の多層構造であってもよい。一例としては、内面層1Bは、発泡剤を含む合成樹脂剤を加熱発泡させた発泡層にしている。この場合、隆起部2は発泡層を部分的に厚くすることで形成することができる。
【0012】
このような特徴を有する合成樹脂製手袋1によると、指股部に隆起部2を備えることで、手袋を被着すると隆起部2が指股に介在して指股を押し広げるように作用する。これによって、指を楽に広げることができ、指を開いて作業する場合の作業性が向上する。指の間を閉じるときには隆起部2を圧縮することになるので抵抗感が生じるが、合成樹脂製手袋1を被着した作業は指を広げて行う作業が大半を占めるので、隆起部2によって指を広げた状態が保持されることになり、大半の作業で良好な作業性を得ることができる。
【0013】
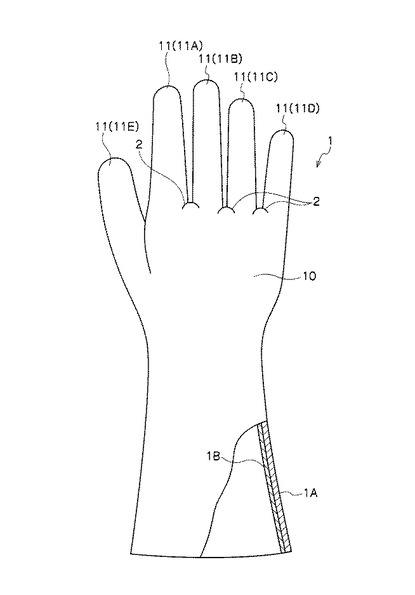
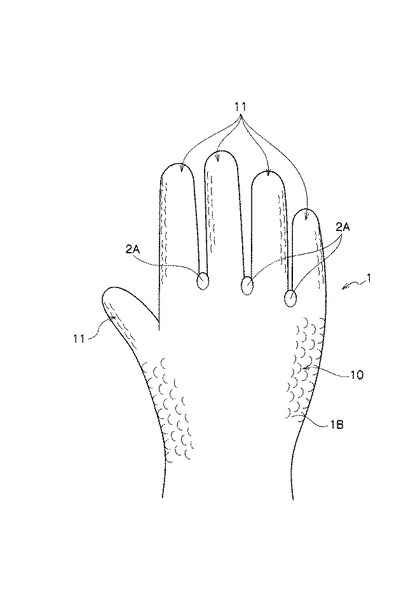
図2は、本発明の実施形態に係る合成樹脂製手袋を裏返した状態を示した説明図である。この例では、合成樹脂製手袋の内面側は全面が発泡層からなる内面層1Bになっている。そして、指部11の間の指股部には発泡層が部分的に厚くなった部分2Aが形成されている。この発泡層が部分的に厚くなった部分2Aが内面側に位置することで、表面側に隆起部2を形成することができる。このように発泡層が部分的に厚くなった部分2Aが存在すると、使用者の指股にこの部分2Aが当たることになるので、柔らかい押圧感が使用者の指股に得られ、使用感を向上させることができる。また、発泡層によって形成された隆起部2が適度な弾性を有するので、指股を押し広げる作用を高めることができる。
【0014】
以下に、本発明の実施形態に係る合成樹脂製手袋1の製造方法を説明する。ここでは、図1に示した表面層1Aと内面層1Bの2層構造を有する合成樹脂製手袋1の製造方法について説明するが、表面層1Aを形成する工程と内面層1Bを形成する工程の間に他の層を形成する工程を追加することで3層以上の多層構造の合成樹脂製手袋を得ることができる。
【0015】
第1の工程では、第1の合成樹脂ペーストに手袋製造型を浸漬して、手袋製造型の表面に第1の被膜を付着させて硬化させる。第1の合成樹脂ペーストは、ポリ塩化ビニルなどの樹脂に、可塑剤、安定剤、ゲル化剤、顔料など、通常用いられる各種の添加剤を配合したものである。陶磁器または金属で手形状に形成された手袋製造型を所定温度に加熱し、この手袋製造型を第1の合成樹脂ペーストに1回または複数回浸漬し、手袋製造型表面に第1の合成樹脂ペーストからなる第1の被膜を付着させ、次いで、手袋製造型を第1の合成樹脂ペーストから引き上げてセミキュアー後に冷却する。これによって、手袋製造型の表面には、硬化した0.1〜0.3mm厚程度の第1の被膜が形成されることになる。この第1の被膜が表面層1Aに相当する。
【0016】
第2の工程では、発泡剤を含有する第2の合成樹脂ペーストに第1の被膜が形成された手袋製造型を浸漬して第1の皮膜上に第2の被膜を形成する。第2の合成樹脂ペーストは、ポリ塩化ビニルなどの樹脂に、可塑剤、安定剤、ゲル化剤など、通常用いられる各種の添加剤を配合し、更に発泡剤を添加したものである。第1の被膜が形成された手袋製造型を所定温度に加熱し、この手袋製造型を第2の合成樹脂ペーストに1回または複数回浸漬し、第1の被膜の上に第2の合成樹脂ペーストから成る第2の被膜を付着させる。第2の被覆の付着量は、第1の被覆と同程度か若干軽い重量にする。この第2の被膜が内面層1Bに相当する。
【0017】
続く工程では、手袋製造型に形成した第1の被膜と第2の被膜を加熱して前記第2の被膜を発泡させる。発泡後の第2の被覆の厚さは、付着量によっても異なるが0.2〜1.5mm程度になる。そして、第1の被膜と第2の被膜を十分に加熱融解させて、第1の被膜及び第2の被膜から得られる成形品を表裏反転して手袋製造型から剥離する。これによって合成樹脂製手袋1を得る。
【0018】
そして、第2の工程では、前述した隆起部2を形成するために、手袋製造型の指股に第2の合成樹脂ペーストの溜まりを形成する。適度な量の溜まりを形成するために、第2の合成樹脂ペーストのチクソトロピー値(TV値)を調整する。TV値を2.0〜4.0に設定することで、適度な溜まりを手袋製造型の指股に形成することができる。
【0019】
本発明におけるチクソトロピー値(TV値)は、ブルックフィールド粘度計(BM型粘度計)を用い、40℃において回転数6rpmで測定したときの粘度(cP)と40℃において回転数60rpmで測定したときの粘度(cP)との比である。すなわち、次の式で表される。
TV値=[回転数6rpmのときの粘度(cP)]/[回転数60rpmのときの粘度(cP)]
【0020】
第2の合成樹脂ペーストのTV値を2.0〜4.0に設定することで、適度な溜まりを手袋製造型の指股に形成することができる。TV値を適切に設定できる配合の例を下記に示す。
【0021】
樹脂としては、ディッピング加工が可能なポリ塩化ビニルペースト樹脂が用いられる。重合度が800〜2500が好ましく用いられる。重合度が発泡温度に影響を与えるため、発泡層については重合度1000〜2000のものが特に好ましく用いられる。
【0022】
可塑剤としては、ジ−n−オクチルフタレート、ジ−2−エチルヘキシルフタレート、ジブチルフタレート、ジイソノニルフタレート、ブチルベンジルフタレート、ジラウリルフタレート、ジヘプチルフタレート、ジメチルフタレート、ジイソデシルフタレート、ジオクチルフタレート、ジシクロヘキシルフタレート等のフタル酸系、ジオクチルアジペート、ジイソデシルアジペート、ジイソノニルアジペート等のアジピン酸系、アゼライン酸ジ−i−ブチル、アゼライン酸ジ−n−ヘキシル、アゼライン酸ジ−i−オクチル等のアゼライン酸系、ジ安息香酸ジエチレングリコール等の安息香酸系、ラウリン酸ブチル、エチレングリコールモノエチルエーテルラウレート等のラウリン酸系、ペンタエリスリトールテトラアセテート等のペンタエリスリトール系、アルチルシリノール酸メチル等のシリノール系、セバシン酸ジメチル等のセバシン酸系、アセチルトリブチルシトレート等のクエン酸系、グリセリルモノラウリルジアセテート等のグリセリンエステル、アルキルスルフォン酸フェニルエステル等のスルホン酸系、ポリエステル系等が挙げられる。食品接触用途の場合はフタル酸系以外が使用され、さらに油性食品用途の場合はポリエステル系が好ましく用いられる。本発明に使用される可塑剤は、成形品に柔軟性を与える為に使用する物で、添加量に制限はないが、70〜130質量部が好ましい。可塑剤は移行性があるため、第1の合成樹脂ペーストと第2の合成樹脂ペーストは、同じ可塑剤にすることが好ましい。
【0023】
安定剤としては、脂肪酸カルシウム塩と脂肪酸亜鉛塩の混合物などの脂肪酸金属塩を使用する。その添加量は、ポリ塩化ビニル100質量部に対して0.05〜2質量部であり、0.05重量部未満では発泡時の劣化防止が不充分であり、また、2重量部を越えると製品の表面状態に悪影響を与える。また、他の安定剤、例えばエポキシ化大豆油、エポキシ化アマニ油などのエポキシ系安定剤を使用してもよい。更に、トリスノニルフェニルホスファイト、トリフェニルホスファイト、ジフェニルデシルホスファイト、トリデシルホスファイト、トリス(2−エチルヘキシル)ホスファイト、トリステアリルホスファイト、オクチルジフェニルホスファイトのホスファイト化合物等を安定剤に用いてもよく、安定剤全体での好ましい添加量は1〜6質量部である。
【0024】
安定剤は第1の合成樹脂ペーストと第2の合成樹脂ペーストは一体で加熱発泡されるため、第1の合成樹脂ペーストと第2の合成樹脂ペーストで同一となるのが通常だが、必要により異なっていてもよい。
【0025】
発泡剤としては、アゾジカルボン酸アミド(ADCA)、アゾビスイソブチルニトリル(AIBN)、p,p’−オキシビスベンゼンスルホニルヒドラジド(OBSH)、ジニトロソペンタメチレンテトラミン(DPT)、重曹などが用いられる。発泡剤の好ましい添加量は1〜3質量部である。
【0026】
発泡促進剤、発泡抑制剤により、配合の軟化温度と発泡温度を合せることにより、緻密で高倍率な発泡状態ができる。実施例では、安定剤中に含まれる亜鉛がADCAの発泡促進剤となり、適正な条件となる。
【0027】
ゲル化剤としては、珪酸カルシウム、ヒュームドシリカ(シリカアエロジル等)などの微粉末体が用いられる。ゲル化剤の好ましい添加量は1〜6質量部である。
【0028】
希釈剤としては、2,2,4−トリメチル 1,3−ペンタジオールジイソブチレート(TXIB)、ミネラルスピリット、スチレンなどの溶剤が挙げられる。希釈剤の好ましい添加量は5〜60質量部である。
【0029】
着色剤は、無機顔料、有機顔料等、特に限定なく用いられる。その他、必要に応じて抗菌剤、微粒子からなる滑性付与剤等を配合する。また、塩素化処理、アクリルコーティング等を必要に応じて実施する。
【0030】
本発明は、適切なTV値により指股に適切な厚みの第2の被膜層を設けることと共に、反転により外側だった発泡層が内側で狭くまとまることによる効果、それが発泡で厚くなっていることから増幅される効果、発泡後に反転することによる増幅される効果により、特別な工程なしに指股に著しい膨らみを持たせるという結果を導いたものである。
【0031】
以下に実施例を示す。第1の合成樹脂ペーストの配合例は表1に示すとおりであり、第2の合成樹脂ペーストの配合例は表2に示すとおりである。食品衛生法対応の合成樹脂製手袋を得るためには、第1及び第2の合成樹脂ペーストの可塑剤として、非フタル酸エステル系可塑剤を用いる。非フタル酸エステル系可塑剤としては、ジオクチルアジペート、ジイソデシルアジペート、ジイソノニルアジペート等のアジピン酸系、アゼライン酸ジ−i−ブチル、アゼライン酸ジ−n−ヘキシル、アゼライン酸ジ−i−オクチル等のアゼライン酸系、ジ安息香酸ジエチレングリコール等の安息香酸系、ラウリン酸ブチル、エチレングリコールモノエチルエーテルラウレート等のラウリン酸系、ペンタエリスリトールテトラアセテート等のペンタエリスリトール系、アルチルシリノール酸メチル等のシリノール系、セバシン酸ジメチル等のセバシン酸系、アセチルトリブチルシトレート等のクエン酸系、グリセリルモノラウリルジアセテート等のグリセリンエステル、アルキルスルフォン酸フェニルエステル等のスルホン酸系、ポリエステル系等が挙げられる。
【0032】
この実施例によると、図2に示すように、指股部に発泡層が部分的に厚くなった部分2Aが形成される。この部分2Aの大きさは、一例としては、発泡後の製品形状で幅が横方向3〜8×縦方向10〜40mm、高さが1〜5mmになる。
【0033】
【表1】

【0034】
【表2】
【0035】
以上説明した本発明の実施形態または実施例に係る合成樹脂製手袋は、発泡層によって指股部に形成される隆起部2によって、指を楽に開くことができ、良好な作業性を得ることができる。また、適度な弾性と柔らかさを有する発泡層を部分的に厚くした部分2Aが使用者の指股に当たるので、良好な使用感が得られる。また、発泡層を部分的に厚くした部分2Aの存在で、内面層1Bが使用者の指股に密着する違和感を解消することができる。
【符号の説明】
【0036】
1:合成樹脂製手袋,1A:表面層,1B:内面層,2:隆起部,
10:本体部,11:指部
【技術分野】
【0001】
本発明は、合成樹脂製手袋に関するものである。
【背景技術】
【0002】
ポリ塩化ビニル製などの合成樹脂製手袋が、水仕事などでの手の保護や食品衛生を確保するためなどの目的で広く用いられている。合成樹脂製手袋の形態としては、厚手のもの(例えば、中厚手:厚さ0.35〜0.45mm、厚手:厚さ0.45mm以上)と比較的薄厚のもの(例えば、極薄手:厚さ0.2mm未満、薄手:厚さ0.2〜0.35mm未満)がある。前者の形態としては、表面層と内面層を有する多層構造のものがあり、内面層としては下記特許文献1に示されるような発泡層や下記特許文献2に示されるようなパイル含有層などが知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭48−100469号公報
【特許文献2】特開平6−2204号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前述した多層構造の合成樹脂製手袋や単層であってもある程度の厚さ(0.35mm以上)を有する合成樹脂製手袋は、繰り返し使用に耐えうる強度を有している反面、弾性抵抗が比較的大きくなる。したがって、使用者の指の長さに対して手袋の指部の長さが短い場合には、手袋を被着して指股を広げようとすると大きな抵抗感があり、良好な作業性が得られない問題が生じる。これに対して、使用者の指の長さに対して手袋の指部の長さを長くすると、被着時に指先に隙間が生じて指先の感覚を敏感に得ることができなくなり、これによって良好な作業性が得られなくなる問題が生じる。
【0005】
本発明は、このような問題に対処することを課題の一例とするものである。すなわち、合成樹脂製手袋において指股を抵抗感無く開くことができ、良好な作業性を得ることができること、被着時に指先に隙間が生じるのを抑止し、指先の感覚を生かして良好な作業性を得ることができること、等が本発明の目的である。
【課題を解決するための手段】
【0006】
このような目的を達成するために、本発明による合成樹脂製手袋は、以下の構成を少なくとも具備するものである。
【0007】
5本の指が個別に入る指部と該指部と一体の本体部を備えた合成樹脂製手袋であって、人差し指が入る指部と中指が入る指部の間、中指が入る指部と薬指が入る指部との間、薬指が入る指部と小指が入る指部の間の各指股部に、内側と外側の一方又は両方に突起する隆起部を備える。
【発明の効果】
【0008】
本発明の実施形態に係る合成樹脂製手袋は、人差し指が入る指部と中指が入る指部の間、中指が入る指部と薬指が入る指部との間、薬指が入る指部と小指が入る指部の間の各指股部に、内側と外側の一方又は両方に突起する隆起部を備えるので、使用者の指の長さに対して手袋の指部の長さが短い場合であっても、手袋を被着すると隆起部が指股に介在して指股を押し広げるように作用する。これによって、指を楽に広げることができ、良好な作業性が得られる。また、指部の長さを比較的短めに形成できるので、被着時に指先に隙間が生じることを抑止でき、指先を使った作業の作業性を向上させることができる。
【図面の簡単な説明】
【0009】
【図1】本発明の一実施形態に係る合成樹脂製手袋の全体及び部分断面を示した説明図である。
【図2】本発明の実施形態に係る合成樹脂製手袋を裏返した状態を示した説明図である。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら本発明の実施形態を説明する。図1は本発明の一実施形態に係る合成樹脂製手袋の全体及び部分断面を示した説明図である。本発明の実施形態に係る合成樹脂製手袋1は、5本の指が個別に入る指部11と指部11と一体の本体部10を備えている。そして、合成樹脂製手袋1は、人差し指が入る指部11Aと中指が入る指部11Bの間、中指が入る指部11Bと薬指が入る指部11Cとの間、薬指が入る指部11Cと小指が入る指部11Dの間の各指股部に、内側と外側の一方又は両方に突起する隆起部2を備えている。
【0011】
合成樹脂製手袋1は、単層構造であってもよいが、図示の例は指部11と本体部10が表面層1Aと内面層1Bを備える多層構造になっている。図示の例は2層構造であるが、これに限らず3層以上の多層構造であってもよい。一例としては、内面層1Bは、発泡剤を含む合成樹脂剤を加熱発泡させた発泡層にしている。この場合、隆起部2は発泡層を部分的に厚くすることで形成することができる。
【0012】
このような特徴を有する合成樹脂製手袋1によると、指股部に隆起部2を備えることで、手袋を被着すると隆起部2が指股に介在して指股を押し広げるように作用する。これによって、指を楽に広げることができ、指を開いて作業する場合の作業性が向上する。指の間を閉じるときには隆起部2を圧縮することになるので抵抗感が生じるが、合成樹脂製手袋1を被着した作業は指を広げて行う作業が大半を占めるので、隆起部2によって指を広げた状態が保持されることになり、大半の作業で良好な作業性を得ることができる。
【0013】
図2は、本発明の実施形態に係る合成樹脂製手袋を裏返した状態を示した説明図である。この例では、合成樹脂製手袋の内面側は全面が発泡層からなる内面層1Bになっている。そして、指部11の間の指股部には発泡層が部分的に厚くなった部分2Aが形成されている。この発泡層が部分的に厚くなった部分2Aが内面側に位置することで、表面側に隆起部2を形成することができる。このように発泡層が部分的に厚くなった部分2Aが存在すると、使用者の指股にこの部分2Aが当たることになるので、柔らかい押圧感が使用者の指股に得られ、使用感を向上させることができる。また、発泡層によって形成された隆起部2が適度な弾性を有するので、指股を押し広げる作用を高めることができる。
【0014】
以下に、本発明の実施形態に係る合成樹脂製手袋1の製造方法を説明する。ここでは、図1に示した表面層1Aと内面層1Bの2層構造を有する合成樹脂製手袋1の製造方法について説明するが、表面層1Aを形成する工程と内面層1Bを形成する工程の間に他の層を形成する工程を追加することで3層以上の多層構造の合成樹脂製手袋を得ることができる。
【0015】
第1の工程では、第1の合成樹脂ペーストに手袋製造型を浸漬して、手袋製造型の表面に第1の被膜を付着させて硬化させる。第1の合成樹脂ペーストは、ポリ塩化ビニルなどの樹脂に、可塑剤、安定剤、ゲル化剤、顔料など、通常用いられる各種の添加剤を配合したものである。陶磁器または金属で手形状に形成された手袋製造型を所定温度に加熱し、この手袋製造型を第1の合成樹脂ペーストに1回または複数回浸漬し、手袋製造型表面に第1の合成樹脂ペーストからなる第1の被膜を付着させ、次いで、手袋製造型を第1の合成樹脂ペーストから引き上げてセミキュアー後に冷却する。これによって、手袋製造型の表面には、硬化した0.1〜0.3mm厚程度の第1の被膜が形成されることになる。この第1の被膜が表面層1Aに相当する。
【0016】
第2の工程では、発泡剤を含有する第2の合成樹脂ペーストに第1の被膜が形成された手袋製造型を浸漬して第1の皮膜上に第2の被膜を形成する。第2の合成樹脂ペーストは、ポリ塩化ビニルなどの樹脂に、可塑剤、安定剤、ゲル化剤など、通常用いられる各種の添加剤を配合し、更に発泡剤を添加したものである。第1の被膜が形成された手袋製造型を所定温度に加熱し、この手袋製造型を第2の合成樹脂ペーストに1回または複数回浸漬し、第1の被膜の上に第2の合成樹脂ペーストから成る第2の被膜を付着させる。第2の被覆の付着量は、第1の被覆と同程度か若干軽い重量にする。この第2の被膜が内面層1Bに相当する。
【0017】
続く工程では、手袋製造型に形成した第1の被膜と第2の被膜を加熱して前記第2の被膜を発泡させる。発泡後の第2の被覆の厚さは、付着量によっても異なるが0.2〜1.5mm程度になる。そして、第1の被膜と第2の被膜を十分に加熱融解させて、第1の被膜及び第2の被膜から得られる成形品を表裏反転して手袋製造型から剥離する。これによって合成樹脂製手袋1を得る。
【0018】
そして、第2の工程では、前述した隆起部2を形成するために、手袋製造型の指股に第2の合成樹脂ペーストの溜まりを形成する。適度な量の溜まりを形成するために、第2の合成樹脂ペーストのチクソトロピー値(TV値)を調整する。TV値を2.0〜4.0に設定することで、適度な溜まりを手袋製造型の指股に形成することができる。
【0019】
本発明におけるチクソトロピー値(TV値)は、ブルックフィールド粘度計(BM型粘度計)を用い、40℃において回転数6rpmで測定したときの粘度(cP)と40℃において回転数60rpmで測定したときの粘度(cP)との比である。すなわち、次の式で表される。
TV値=[回転数6rpmのときの粘度(cP)]/[回転数60rpmのときの粘度(cP)]
【0020】
第2の合成樹脂ペーストのTV値を2.0〜4.0に設定することで、適度な溜まりを手袋製造型の指股に形成することができる。TV値を適切に設定できる配合の例を下記に示す。
【0021】
樹脂としては、ディッピング加工が可能なポリ塩化ビニルペースト樹脂が用いられる。重合度が800〜2500が好ましく用いられる。重合度が発泡温度に影響を与えるため、発泡層については重合度1000〜2000のものが特に好ましく用いられる。
【0022】
可塑剤としては、ジ−n−オクチルフタレート、ジ−2−エチルヘキシルフタレート、ジブチルフタレート、ジイソノニルフタレート、ブチルベンジルフタレート、ジラウリルフタレート、ジヘプチルフタレート、ジメチルフタレート、ジイソデシルフタレート、ジオクチルフタレート、ジシクロヘキシルフタレート等のフタル酸系、ジオクチルアジペート、ジイソデシルアジペート、ジイソノニルアジペート等のアジピン酸系、アゼライン酸ジ−i−ブチル、アゼライン酸ジ−n−ヘキシル、アゼライン酸ジ−i−オクチル等のアゼライン酸系、ジ安息香酸ジエチレングリコール等の安息香酸系、ラウリン酸ブチル、エチレングリコールモノエチルエーテルラウレート等のラウリン酸系、ペンタエリスリトールテトラアセテート等のペンタエリスリトール系、アルチルシリノール酸メチル等のシリノール系、セバシン酸ジメチル等のセバシン酸系、アセチルトリブチルシトレート等のクエン酸系、グリセリルモノラウリルジアセテート等のグリセリンエステル、アルキルスルフォン酸フェニルエステル等のスルホン酸系、ポリエステル系等が挙げられる。食品接触用途の場合はフタル酸系以外が使用され、さらに油性食品用途の場合はポリエステル系が好ましく用いられる。本発明に使用される可塑剤は、成形品に柔軟性を与える為に使用する物で、添加量に制限はないが、70〜130質量部が好ましい。可塑剤は移行性があるため、第1の合成樹脂ペーストと第2の合成樹脂ペーストは、同じ可塑剤にすることが好ましい。
【0023】
安定剤としては、脂肪酸カルシウム塩と脂肪酸亜鉛塩の混合物などの脂肪酸金属塩を使用する。その添加量は、ポリ塩化ビニル100質量部に対して0.05〜2質量部であり、0.05重量部未満では発泡時の劣化防止が不充分であり、また、2重量部を越えると製品の表面状態に悪影響を与える。また、他の安定剤、例えばエポキシ化大豆油、エポキシ化アマニ油などのエポキシ系安定剤を使用してもよい。更に、トリスノニルフェニルホスファイト、トリフェニルホスファイト、ジフェニルデシルホスファイト、トリデシルホスファイト、トリス(2−エチルヘキシル)ホスファイト、トリステアリルホスファイト、オクチルジフェニルホスファイトのホスファイト化合物等を安定剤に用いてもよく、安定剤全体での好ましい添加量は1〜6質量部である。
【0024】
安定剤は第1の合成樹脂ペーストと第2の合成樹脂ペーストは一体で加熱発泡されるため、第1の合成樹脂ペーストと第2の合成樹脂ペーストで同一となるのが通常だが、必要により異なっていてもよい。
【0025】
発泡剤としては、アゾジカルボン酸アミド(ADCA)、アゾビスイソブチルニトリル(AIBN)、p,p’−オキシビスベンゼンスルホニルヒドラジド(OBSH)、ジニトロソペンタメチレンテトラミン(DPT)、重曹などが用いられる。発泡剤の好ましい添加量は1〜3質量部である。
【0026】
発泡促進剤、発泡抑制剤により、配合の軟化温度と発泡温度を合せることにより、緻密で高倍率な発泡状態ができる。実施例では、安定剤中に含まれる亜鉛がADCAの発泡促進剤となり、適正な条件となる。
【0027】
ゲル化剤としては、珪酸カルシウム、ヒュームドシリカ(シリカアエロジル等)などの微粉末体が用いられる。ゲル化剤の好ましい添加量は1〜6質量部である。
【0028】
希釈剤としては、2,2,4−トリメチル 1,3−ペンタジオールジイソブチレート(TXIB)、ミネラルスピリット、スチレンなどの溶剤が挙げられる。希釈剤の好ましい添加量は5〜60質量部である。
【0029】
着色剤は、無機顔料、有機顔料等、特に限定なく用いられる。その他、必要に応じて抗菌剤、微粒子からなる滑性付与剤等を配合する。また、塩素化処理、アクリルコーティング等を必要に応じて実施する。
【0030】
本発明は、適切なTV値により指股に適切な厚みの第2の被膜層を設けることと共に、反転により外側だった発泡層が内側で狭くまとまることによる効果、それが発泡で厚くなっていることから増幅される効果、発泡後に反転することによる増幅される効果により、特別な工程なしに指股に著しい膨らみを持たせるという結果を導いたものである。
【0031】
以下に実施例を示す。第1の合成樹脂ペーストの配合例は表1に示すとおりであり、第2の合成樹脂ペーストの配合例は表2に示すとおりである。食品衛生法対応の合成樹脂製手袋を得るためには、第1及び第2の合成樹脂ペーストの可塑剤として、非フタル酸エステル系可塑剤を用いる。非フタル酸エステル系可塑剤としては、ジオクチルアジペート、ジイソデシルアジペート、ジイソノニルアジペート等のアジピン酸系、アゼライン酸ジ−i−ブチル、アゼライン酸ジ−n−ヘキシル、アゼライン酸ジ−i−オクチル等のアゼライン酸系、ジ安息香酸ジエチレングリコール等の安息香酸系、ラウリン酸ブチル、エチレングリコールモノエチルエーテルラウレート等のラウリン酸系、ペンタエリスリトールテトラアセテート等のペンタエリスリトール系、アルチルシリノール酸メチル等のシリノール系、セバシン酸ジメチル等のセバシン酸系、アセチルトリブチルシトレート等のクエン酸系、グリセリルモノラウリルジアセテート等のグリセリンエステル、アルキルスルフォン酸フェニルエステル等のスルホン酸系、ポリエステル系等が挙げられる。
【0032】
この実施例によると、図2に示すように、指股部に発泡層が部分的に厚くなった部分2Aが形成される。この部分2Aの大きさは、一例としては、発泡後の製品形状で幅が横方向3〜8×縦方向10〜40mm、高さが1〜5mmになる。
【0033】
【表1】
【0034】
【表2】
【0035】
以上説明した本発明の実施形態または実施例に係る合成樹脂製手袋は、発泡層によって指股部に形成される隆起部2によって、指を楽に開くことができ、良好な作業性を得ることができる。また、適度な弾性と柔らかさを有する発泡層を部分的に厚くした部分2Aが使用者の指股に当たるので、良好な使用感が得られる。また、発泡層を部分的に厚くした部分2Aの存在で、内面層1Bが使用者の指股に密着する違和感を解消することができる。
【符号の説明】
【0036】
1:合成樹脂製手袋,1A:表面層,1B:内面層,2:隆起部,
10:本体部,11:指部
【特許請求の範囲】
【請求項1】
5本の指が個別に入る指部と該指部と一体の本体部を備えた合成樹脂製手袋であって、
人差し指が入る指部と中指が入る指部の間、中指が入る指部と薬指が入る指部との間、薬指が入る指部と小指が入る指部の間の各指股部に隆起部を備えることを特徴とする合成樹脂製手袋。
【請求項2】
前記指部と前記本体部は表面層と内面層を備え、前記内面層が発泡剤を含む合成樹脂剤を加熱発泡させた発泡層であり、前記隆起部は前記発泡層を部分的に厚くした部分によって形成されることを特徴とする請求項1記載の合成樹脂製手袋。
【請求項3】
前記表面層は、非フタル酸エステル系可塑剤とポリ塩化ビニルを含む層であることを特徴とする請求項2記載の合成樹脂製手袋。
【請求項4】
請求項1記載の合成樹脂製手袋の製造方法であって、
第1の合成樹脂ペーストに手袋製造型を浸漬して、手袋製造型の表面に第1の被膜を付着させて硬化させる工程と、発泡剤を含有する第2の合成樹脂ペーストに前記第1の被膜が形成された手袋製造型を浸漬して前記第1の被膜上に第2の被膜を形成する工程と、手袋製造型に形成した前記第1の被膜と前記第2の被膜を加熱して前記第2の被膜を発泡させる工程と、前記第1の被膜及び前記第2の被膜から得る成形品を表裏反転して手袋成形型から剥離する工程を有し、
前記第2の被膜を形成する工程で、手袋製造型の指股に前記第2の合成樹脂ペーストの溜まりを形成し、該溜まりを発泡させることで前記隆起部を形成することを特徴とする合成樹脂製手袋の製造方法。
【請求項1】
5本の指が個別に入る指部と該指部と一体の本体部を備えた合成樹脂製手袋であって、
人差し指が入る指部と中指が入る指部の間、中指が入る指部と薬指が入る指部との間、薬指が入る指部と小指が入る指部の間の各指股部に隆起部を備えることを特徴とする合成樹脂製手袋。
【請求項2】
前記指部と前記本体部は表面層と内面層を備え、前記内面層が発泡剤を含む合成樹脂剤を加熱発泡させた発泡層であり、前記隆起部は前記発泡層を部分的に厚くした部分によって形成されることを特徴とする請求項1記載の合成樹脂製手袋。
【請求項3】
前記表面層は、非フタル酸エステル系可塑剤とポリ塩化ビニルを含む層であることを特徴とする請求項2記載の合成樹脂製手袋。
【請求項4】
請求項1記載の合成樹脂製手袋の製造方法であって、
第1の合成樹脂ペーストに手袋製造型を浸漬して、手袋製造型の表面に第1の被膜を付着させて硬化させる工程と、発泡剤を含有する第2の合成樹脂ペーストに前記第1の被膜が形成された手袋製造型を浸漬して前記第1の被膜上に第2の被膜を形成する工程と、手袋製造型に形成した前記第1の被膜と前記第2の被膜を加熱して前記第2の被膜を発泡させる工程と、前記第1の被膜及び前記第2の被膜から得る成形品を表裏反転して手袋成形型から剥離する工程を有し、
前記第2の被膜を形成する工程で、手袋製造型の指股に前記第2の合成樹脂ペーストの溜まりを形成し、該溜まりを発泡させることで前記隆起部を形成することを特徴とする合成樹脂製手袋の製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2013−36138(P2013−36138A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−173330(P2011−173330)
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000000550)オカモト株式会社 (118)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000000550)オカモト株式会社 (118)
【Fターム(参考)】
[ Back to top ]